Intérimaires et permanents sur une seule et même ligne
Créée il y a 43 ans, Sahgev fabrique des vérins hydrauliques, de toutes tailles, destinés à de nombreux marchés, essentiellement à l’export. Pour faire face à d’importantes fluctuations de production, elle accueille sur son site une agence d’intérim. Salariés et intérimaires bénéficient des mêmes avancées en matière de conditions de travail.
Des vérins hydrauliques pour les plus grosses moissonneuses du monde jusqu’à ceux de taille plus modeste pour les nacelles… tels sont quelques-uns des produits fabriqués par l’entreprise Sahgev - pour Société d’application hydraulique de Geviney - du groupe Aria Industrie, installée à Gevigney-et-Mercey, en Haute-Saône. Un marché très fluctuant, qui vient de redémarrer très fort, nécessitant, ces trois derniers mois, l’embauche de 90 intérimaires. Ces opérateurs constituent une population de personnels à qui l’entreprise souhaite faire découvrir les progrès en matière de conditions de travail dont elle fait déjà bénéficier ses salariés permanents.
« Sahgev réalise un chiffre d’affaires d’un peu plus de 70 millions d’euros et emploie aujourd’hui 350 salariés – dont ces 90 intérimaires, explique Dylan Lapoirie, le responsable QHSE (qualité, hygiène, sécurité, environnement). Il y a huit ans, quand je suis arrivé en apprentissage, nous n’étions que 150… Depuis, beaucoup de choses ont évolué, la surface des bâtiments a doublé, et le nombre de salariés a bien progressé. » 800 000 vérins hydrauliques sont fabriqués annuellement, destinés aux marchés agricole et industriel, au transport et aux moyens de manutention.
Habituée aux variations de production, l’entreprise accueille une agence d’intérim « inside », Crit, dont la représentante sur place, Élise Jarrot, a par le passé travaillé au service ressources humaines de l’entreprise. « Ça facilite les choses. Je connais très bien les métiers et je vais tous les jours dans les ateliers. » Cela fait trois mois qu’elle embauche régulièrement des intérimaires pour faire face à la croissance de l’entreprise.
Des formations au levage
« Ici, nous travaillons à partir de barres et de tiges d’acier. Après réception, ces matières premières sont découpées, usinées, soudées, assemblées, peintes puis expédiées », explique Dylan Lapoirie.Automatisation oblige, de nombreux postes nécessitent du personnel pour surveiller les machines, les charger ou les décharger. « Souvent, pour l’intérim, on ne cherche pas de profil particulier. Essentiellement une motivation et un savoir-être car on les forme en interne », précise le responsable QHSE. Résultats, on en trouve à de nombreux postes de production.
Direction la réception des matières premières. Deux à trois camions livrent quotidiennement tubes et tiges en acier de plus de 6 m de long. Pour faciliter le travail, les matières premières sont ordonnancées par les fournisseurs selon les demandes de Sahgev et déplacées au pont roulant. Cédric Martel, technicien HSE et chargé de formation, délivre en interne une grande partie des formations pour le levage et les déplacements : « Par exemple à ce poste, chaque opérateur a suivi une formation interne à la conduite. » Les élingues à usage unique des fournisseurs sont immédiatement découpées – à l’aide de ciseaux sécurisés – et jetées.
Les tubes sont débités avant d’arriver au poste d’usinage pour être filetés, ou bien encore chanfreinés ou percés. Pour les grandes séries ou les tubes les plus lourds, un opérateur supervise trois robots, limitant le port de charges – les tubes peuvent peser de 500 g à plusieurs dizaines de kilogrammes – et donc les TMS. « Un quatrième robot va être commandé », précise Dylan Lapoirie. L’opérateur est souvent amené à pénétrer dans l’enceinte des robots pour récupérer les tubes usinés déjà conditionnés. Par sécurité, dès qu’il ouvre le portillon, les machines s’arrêtent. Cet asservissement est complété par deux barrières immatérielles.
« Les dispositifs de sécurité en place limitent le risque de redémarrage, remarque Fadoua Khaali-Tbatou, contrôleuse de sécurité à la Carsat Bourgogne-Franche-Comté. Toutefois, par exemple, si un opérateur n'est pas visible alors qu'il se trouve en intervention dans l’enceinte, le redémarrage par un tiers est possible. Pour bien faire, il faudrait mettre en place une condamnation par un dispositif matériel. Cela pose une réelle question sur la conformité de la machine et plus largement une réflexion sur des procédures de consignation/déconsignation pour l’ensemble du parc machines devrait être menée. » Ce qu’envisage l’entreprise.
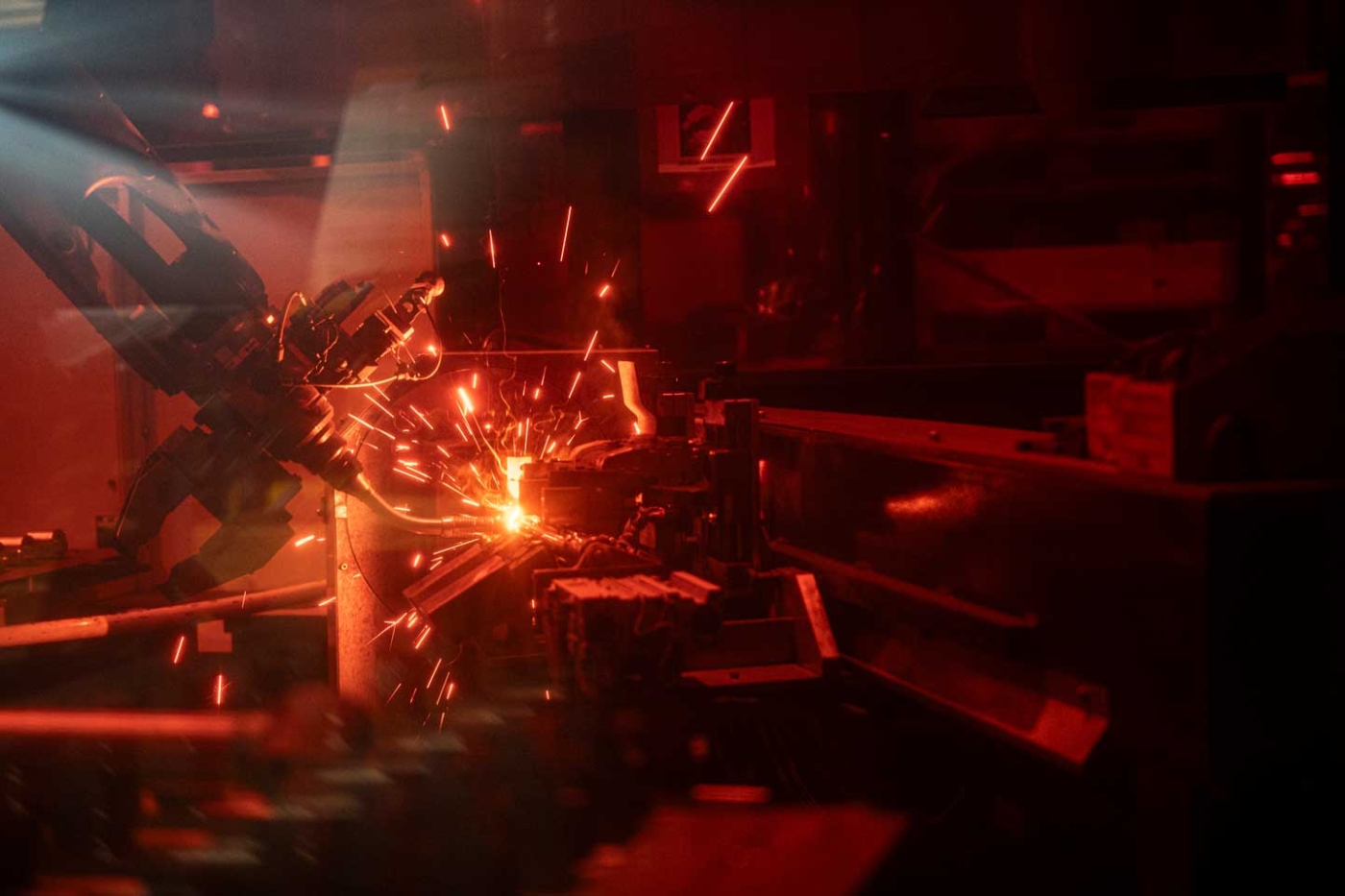
Ventilation et robot : un gros travail sur les postes de soudure
Partout, dans le vaste bâtiment de 22 000 m2, on trouve de très nombreux postes de soudure : six manuels auxquels s’ajoutent plus de 20 robots de soudure. Pour la soudure manuelle, qui concerne les petites séries ou les vérins les plus volumineux, le soudeur déplace les pièces avec dispositif de levage équipé d'un aimant qui permet de soulever jusqu’à 300 kg. Pour s’en servir, il a suivi une formation renforcée. Équipé d’une cagoule ventilée complétée par une aspiration à la source, il bénéficie d’un banc de soudage de plus de 4 m qu’il peut déplacer grâce à la présence de roulettes. « Il y a eu un gros travail sur ces postes avec la Carsat et on voit que l’aspiration est particulièrement efficace, précise Fadoua Khaali-Tbatou. Il n’y a pas de fumée dans l’atelier. »
Depuis 2019, l’entreprise a acquis un « Twin robot ». Il s’agit d’un robot de soudure équipé de quatre tables permettant de souder en parallèle deux tubes. Le robot vient chercher les pièces, les soude puis les empile afin de réaliser une palette. « On gagne du temps, on réduit les manutentions et les risques de brûlures (NDLR : quand les tubes sortent, ils sont excessivement chauds). Quant aux fumées, elles sont aspirées au-dessus du robot et à chaque emplacement où les pièces sont stockées encore chaudes », remarque Cédric Martel.
Un nouveau bâtiment vient d’être construit. Il est déjà équipé de palans, ponts roulants, potences et équilibreurs de charge. « Dès qu’un vérin pèse plus de 20 kg, le poste est équipé d’une aide à la manutention », commente Léo Defrain, alternant animateur QHSE. Dans un coin, des opérateurs sont en train de monter un vérin. « Nous testons une nouvelle méthode de travail par séquences sur ce banc de montage horizontal qui devrait, d'un côté, améliorer les conditions de travail et, de l'autre, nous faire gagner du temps, en réduisant notamment le temps masqué », note Dylan Lapoirie. Bientôt d’ailleurs, l’entreprise devrait mettre en place une organisation de type Kaizen - méthode japonaise qui vise à améliorer la productivité par petites touches -, pour optimiser les équipements et l’organisation du travail.
Pour les plus imposants vérins, pesant 53 kg et destinés aux plus grosses moissonneuses que l’on ne trouve quasiment qu’aux États-Unis, le montage est semi-automatique. L’opérateur positionne les « fixations » (les extrémités du vérin) puis procède au serrage automatique, sur un banc, ce qui limite les gestes contraignants. Là encore, tous les déplacements se font à l’aide d’une potence dotée d’un aimant. « Pour serrer ce type de vérin, ce banc de serrage automatique est indispensable et nous permet de serrer jusqu’à 2 000 Nm. L’aimant est très utile, car les vérins sont vraiment lourds », reconnaît l’opérateur.
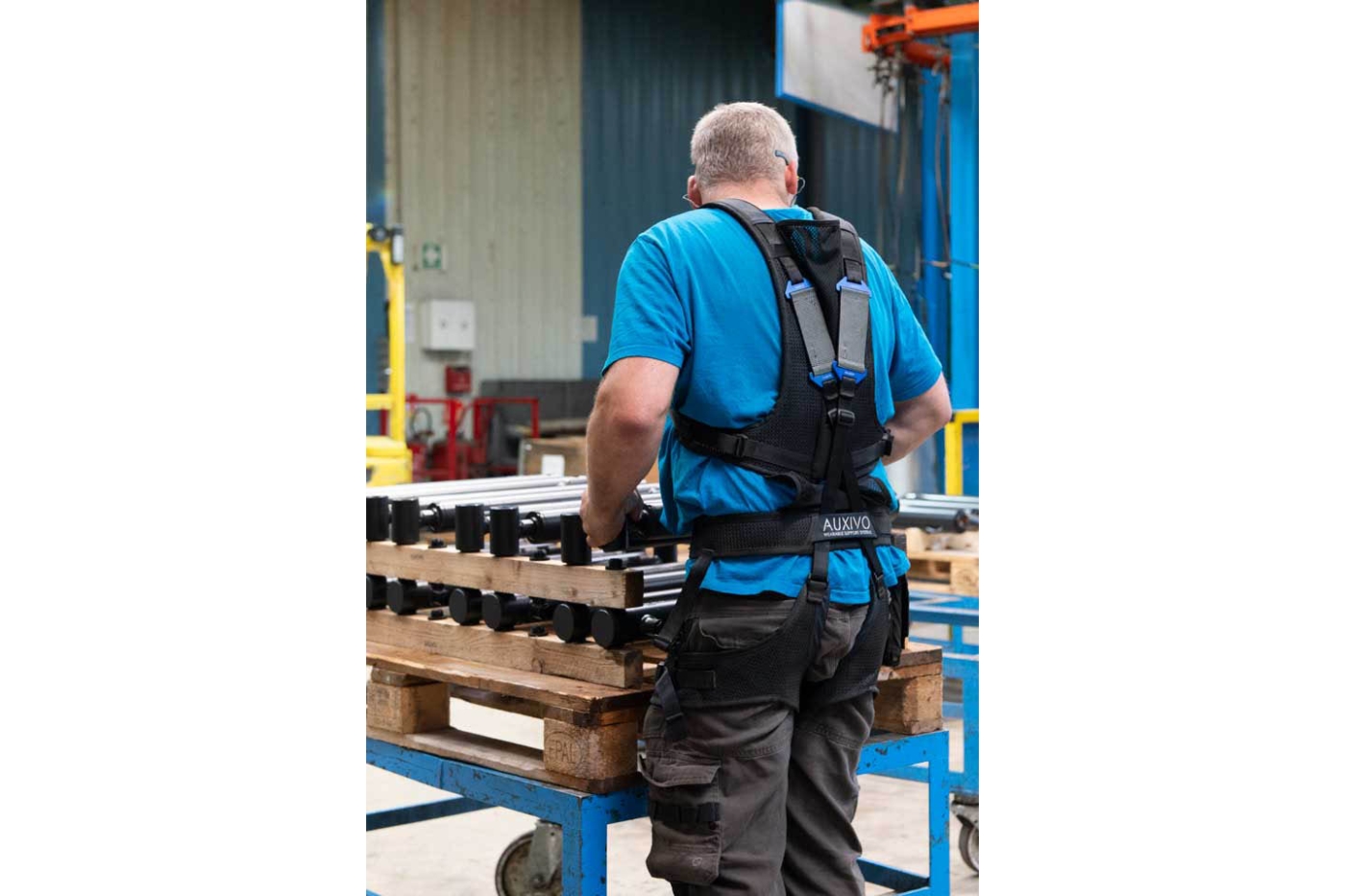
Une fois montés, les vérins passent à la peinture où plus de 80 teintes sont disponibles. L’accrochage se fait à la main ou à l’aide d’une potence, selon le poids du vérin. Un exosquelette, d’abord testé, est utilisé par l’un des opérateurs à l’accrochage pour soulager son dos. Les vérins cheminent ensuite pour subir le dégraissage, le rinçage, le traitement de surface, les peintures (primaire et finition) pour terminer par la cuisson. Le peintre, équipé d’une cagoule ventilée, travaille dans une cabine munie d’un dosseret aspirant afin de limiter la concentration en solvants. À la sortie, les vérins sont méticuleusement contrôlés avant d’être décrochés puis mis en palettes et filmés. Ils partiront, pour 70 % d’entre eux, à l’étranger.
Travail de nuit et accueil en journée
Partout, des cheminements pour les piétons et les chariots guident les opérateurs. Les chariots sont bridés à 9 km/h et sont prioritaires sur les piétons. Ils sont équipés d’un blue spot (lumière bleue) pour avertir ces derniers de leur présence, et le conducteur klaxonne à chaque intersection. Les vérins peuvent également être apportés aux convoyeurs desservant les postes de travail grâce à de petits chariots sur rails. « À terme, on va supprimer ce système de rails, explique Dylan Lapoirie, car on se rend compte qu’ils sont à l’origine de chutes de plain-pied. On va s'équiper de chariots sur roulettes, ce sera beaucoup plus simple. »
Toujours pour faire face à l’augmentation de production, l’usine est repassée en 3 x 8. « Pour la nuit, on a fait appel au volontariat. On a eu plus de demandes que de postes à pourvoir, explique Morgane Frett, la DRH, qui précise : en revanche, quels que soient les horaires de travail de l’intérimaire, celui-ci sera, pour sa prise de poste, accueilli en journée. » Et il bénéficiera des mêmes formations. Si un intérimaire – ou un permanent – ne respecte pas une règle de sécurité, elle lui est réexpliquée. Sans que cela ne soit considéré comme une sanction, le non-respect est noté dans un document, signé et enregistré.
De plus, il y a obligation de déclarer tout accident ou presqu’accident – ici on parle d’IPG : incident presque grave. S’il concerne un intérimaire, son analyse est réalisée avec la CSSCT et l’agence Crit. « C’est important car nous avons bien progressé sur la sinistralité. Et les IPG nourrissent notre réflexion. Le but étant, bien entendu, d’éviter que l’accident ne se reproduise, ou que le presqu’accident ne devienne un accident », souligne Dylan Lapoirie.
LES INTÉRIMAIRES, ACCUEIL ET FORMATION
Avant même l’embauche des intérimaires, Élise Jarrot, représentante sur place de l’agence Crit, fait visiter l’usine aux candidats retenus. Puis, s’ils sont partants, leurs profils sont envoyés à Sahgev. Une fois la personne embauchée, elle suivra, dans l’agence d’intérim, une journée de formation à la sécurité et la qualité. Les nouveaux embauchés seront ensuite formés à leur poste de travail où ils travailleront en binôme avec un tuteur. Après quelques semaines, ce dernier évaluera, à l’aide d’une check-list, le degré d’autonomie de la personne en formation. « Les tuteurs sont volontaires, remarque Cédric Martel, technicien HSE. Ils sont exemplaires et ont un rôle de transmission. On les fait tourner, et ils perçoivent une prime. » « Cela fait près de huit semaines que je suis là, en tant qu’intérimaire, explique Yannick Behava, opérateur usinage, issu du milieu de la restauration. Pour ne rien oublier, je me suis fait mon propre manuel de travail. Je suis désormais autonome, mais je sais qu’en cas de doute, je peux aller voir Nathalie, une opératrice expérimentée qui travaille juste à côté. » Après quelques jours à leur poste, les intérimaires suivent une journée de formation-intégration organisée par Sahgev. « On préfère la faire après qu’ils ont découvert leur activité. Cela suscite plus d’intérêt et permet la discussion », souligne Cédric Martel. Elle commence par une présentation des principales activités de la société, puis Léo Defrain, alternant animateur QHSE, aborde la sécurité et la qualité, en prenant des exemples dans l’entreprise. Dans la salle, ce jour-là, huit intérimaires suivent sa présentation : circulation dans les locaux, Top 5, accidents du travail… « Les accidents touchent très souvent les mains, insiste l’alternant : brûlure, coupure, écrasement… » « Les intérimaires constituent une population particulièrement touchée par les accidents du travail, précise Fabien Bonnici, responsable performance et qualité du Crit Franche- Comté. 80 % des AT ont lieu durant les premières semaines de prise de poste… Ces formations et sensibilisations peuvent sembler nombreuses, mais elles sont nécessaires. »