
Le bâtiment dédié à l'usinage a été rénové il y a deux ans, avec l'aide de la Carsat et du Centre de mesures physiques. Toutes les machines de ce bâtiment sont entièrement capotées et les brouillards d'huile sont aspirés, filtrés avant d'être rejetés à l'extérieur.
-
© Claude Almodovar pour l’INRS/2025

Impossible de la rater. La 300 SE Factory, maculée de boue, trône dans le hall. C’est un peu une star au sein de l’entreprise Sherco, qui la fabrique. Pour les fans de motos tout-terrain, le nom de Sherco est synonyme de qualité, avec de nombreux titres mondiaux à son actif, que ce soit en enduro ou en trial. Alors que les motos étaient produites en France et en Espagne, Marc Teissier, le fondateur de la marque, a décidé de tout rapatrier l’été dernier sur le territoire national.
Créée en 1998, la marque emploie aujourd’hui 145 personnes sur le site de Nîmes, dans le Gard, et y produit plus de 15 000 motos par an. Le complexe comprend deux bâtiments, éloignés de quelques centaines de mètres l’un de l’autre. L’un abrite les activités d’assemblage, l’autre celles d’usinage des carters en aluminium et des boîtes de vitesse. « Nous cherchons à internaliser le plus possible les activités, souligne Didier Tirard, le vice-président de Sherco, tout en optimisant les process afin d’améliorer les conditions de travail et gagner en productivité. » L’entreprise possède peu de stock, car les trente modèles proposés sont millésimés, et donc différents chaque année. « La conception de toute nouvelle moto commence par un cahier des charges qui est soumis à l’ingénieur développement du bureau d’études, explique Vincent Garros, le responsable de production. Il devient ensuite un prototype, puis le moteur et la partie cycle sont testés. Il s’agit ensuite de les fabriquer dans les meilleures conditions pour les salariés. »

Direction le premier bâtiment. 12 000 m2 dans lesquels sont assemblées les motos. Les équipes fonctionnent de 6 h 50 à 14 h 50, un horaire adapté pour éviter les embouteillages et limiter l’exposition au risque routier. L’usine, particulièrement propre et ordonnée, est l’aboutissement d’une réflexion poussée de Marc Teissier : il a visité plus de cent usines de par le monde, afin d’en tirer le meilleur. Les allées sont larges, la lumière naturelle zénithale est agréable, complétée par un éclairage aux postes de travail. Les méthodes 5S et 5M 1 sont appliquées, tout comme l’analyse des presqu’accidents relevés lors de la visite quotidienne dans les ateliers.
En effet, tous les matins, à 7 h 40, les équipes sont réunies autour de Didier Tirard, Vincent Garros et Yvan Parmigiani, le responsable méthodes, organisation du travail et amélioration continue, qui posent la même question : que s’est-il passé hier ? « Cela nous permet d’aborder les questions de sécurité, de qualité et de productivité, et de revenir sur les presqu’accidents. D’ailleurs, ce sont souvent les opérateurs qui trouvent les solutions aux problèmes soulevés », relate Yvan Parmigiani. Afin de garder l’outil de travail impeccablement propre, la production est stoppée 10 minutes avant la fin de la journée de travail, pour passer à la phase de nettoyage qui dure 10 minutes, et même 20 minutes le vendredi. Ici, pas question de lésiner sur l’ordre et la propreté.

À la fin de la ligne de montage des moteurs, ces derniers sont tous testés. Étant donné qu'ils peuvent atteindre 30 kg, un système de palan, qui permet de les récupérer sans les porter, a été réalisé en partie en interne afin qu'il soit bien adapté aux besoins des opérateurs.
-
© Claude Almodovar pour l’INRS/2025

À l’assemblage, le premier îlot est celui du montage « roues » où sont assemblés les rayons, pneus, jantes, moyeux, moteurs. Il est complété par quatre lignes d’assemblage « moteur », deux lignes d’assemblage « véhicule », traversées par des convoyeurs qui font avancer les éléments à un rythme régulier. « L’organisation en place est simple, linéaire, facile à comprendre et particulièrement efficace », commente Thomas Hermal, contrôleur de sécurité à la Carsat Languedoc-Roussillon. Les opérateurs sont positionnés tout au long des lignes, et c’est la future moto qui arrive à eux. Il faut environ huit minutes pour effectuer une vingtaine d’opérations. Tous les outils sont dotés d’équilibreurs pour soulager les opérateurs.
Couteau suisse
Sur la ligne d’assemblage des moteurs, la plus stratégique, c’est l’opérateur qui libère la pièce pour la passer au poste suivant, histoire de ne pas le stresser ni de créer de charge mentale pouvant générer des erreurs. Toujours dans le même esprit, pour que l’absence d’une personne ne perturbe pas la ligne de fabrication, le chef de ligne peut la ralentir à tout moment, ou positionner un opérateur sur deux postes. Ou encore, une tierce personne peut s’immiscer dans la production. Il s’agit d’un joker, une personne parfaitement identifiée, à la fois pour ses compétences, sa polyvalence et ses capacités d’adaptation.
Sébastien est l’un d’entre eux. Le chef de la ligne moteur, Yoan Marche, nous explique sa fonction : « Il peut remplacer au pied levé un absent, prendre le relais lors des pauses physiologiques, ou me remplacer… C’est également lui qui se charge de former les nouveaux. » Bien entendu, il est rémunéré en conséquence pour jouer ce rôle de couteau suisse. Un rôle que Thomas Hermal apprécie : « C’est très rare et très intéressant. Cela diminue la charge mentale du manager de proximité et des collègues en cas d’imprévu, sans désorganiser la ligne. C’est plutôt malin, d’autant qu’à tout moment, il peut aussi venir aider un opérateur. » Certaines lignes ont même nommé des jokers de jokers, toujours pour faire face à l’imprévu.
Pour les opérations d’assemblage, les pièces sont disponibles, à proximité des opérateurs, dans des caisses inclinées. Une fois vides, elles sont positionnées en haut des racks et récupérées à l’extérieur de la ligne de montage, par les magasiniers chargés de les réapprovisionner. Un moteur terminé peut peser jusqu’à 30 kg. « On ne les porte pas en fin de ligne. On se sert de ce palan équipé d’un crochet ou d’une mâchoire (selon le moteur) bien pratique, explique Yoan Marche. Le service méthodes est intervenu à notre demande, car le précédent crochet pouvait rayer le moteur. On a été entendu, les méthodes ont modifié l’outil qui est désormais adapté à nos besoins. » Les moteurs passent ensuite tous au banc test : positionnés sur un chariot pour ne pas être portés, ils sont introduits dans une cabine totalement hermétique. Rien n’en sort : aucun bruit ni gaz d’échappement grâce à un efficace système de captage.
Plus de 15 000 motos
sortent de l’usine nîmoise chaque année.
Dans la ligne d’à côté, au montage du cadre, la future moto est positionnée sur une petite plate-forme qui peut tourner sur elle-même, permettant à l’opérateur d’être toujours face à elle, avec tous les outils et pièces à disposition. Sur cette ligne, le convoyeur avance sans cesse, à petite vitesse. « Mais il peut être arrêté à tout moment », précise Vincent Garros. La moto terminée, elle passe ensuite au banc test. « Une moto est constituée de 700 composants, poursuit le responsable de production. Après le banc d’essai qui a lieu dans une cabine fermée, 5 à 15 % des motos nécessitent d’être reprises, pour subir un nouveau réglage, une vérification… Ça peut sembler beaucoup, mais il faut savoir par exemple que 40 % des voitures d’une grande marque nécessitent une intervention après avoir été testées. »
Pour la reprise, les motos sont montées sur des tables élévatrices pour limiter les postures contraignantes. Une fois déclarée conforme, la moto est emballée semi-automatiquement : l’opérateur la fixe sur des palettes, puis un robot saisit le carton de protection et l’enfile sur la moto. « Avant, on n’avait pas ce robot, et c’était très contraignant de déplier le carton et de l’enfiler », insiste un opérateur. Une fois cette opération terminée, l’opérateur l’envoie au cerclage et la moto partira ensuite dans l’un des 86 pays où la marque est présente.
Des machines capotées, les brouillards d’huile aspirés
Clément Lioure nous accueille ensuite dans les bâtiments rénovés de l’usinage. C’est là que sont fabriqués les carters, culasses et autres couvercles en aluminium, ainsi que les boîtes de vitesses. « Le site de 1 500 m2 a été rénové il y a deux ans, et je suis venu car je voulais faire partie de ce super projet qui consistait à fabriquer ici les pièces sensibles et à haute valeur ajoutée du moteur. » La Carsat est intervenue particulièrement en amont, avec le Centre de mesures physiques, notamment sur les brouillards d’huile. « Il y avait quelques postes d’usinage avant, dans l’autre bâtiment, sans filtration ni rejet à l’extérieur, remarque Thomas Hermal. Quand on a eu connaissance de ce projet, on a fait intervenir le Centre de mesures physiques auprès du fournisseur, notamment. »

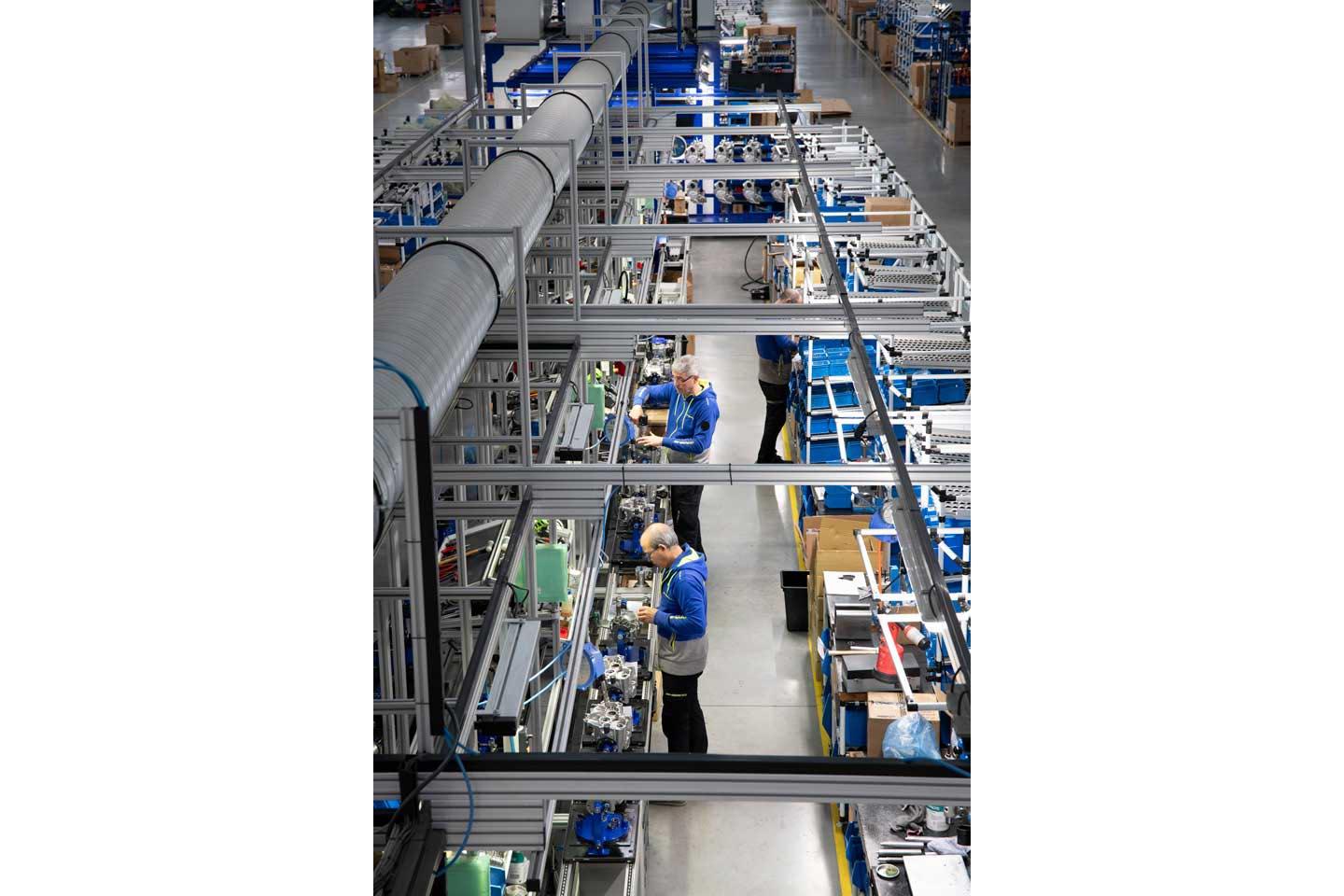
Les lignes d'assemblage sont traversées par des convoyeurs. L'éclairage a été optimisé pour ce travail minutieux, les opérateurs ont tout à portée de main dans des bacs bleus et les outils sont dotés d'équilibreurs
-
© Claude Almodovar pour l’INRS/2025
« On a suivi toutes les préconisations de la Carsat, précise Clément Lioure, et agi sur la prévention des TMS – en automatisant certaines tâches, en réfléchissant à chaque poste de travail pour trouver les outils adaptés, des moyens de contrôle et les bons EPI – et des risques chimiques. » Une ancienne et une nouvelle machine d’usinage servent à usiner les carters. Sur l’ancienne, l’opérateur doit visser à la main, en forçant, les éléments pour bien bloquer la pièce, tandis que sur la nouvelle machine, cette opération se fait automatiquement grâce à un système de mâchoires. La nouvelle machine est entièrement capotée et les brouillards d’huile sont aspirés, filtrés, et l’air assaini rejeté à l’extérieur.
Au tournage-fraisage, les pièces sont positionnées sur les claies de chariots pris en charge par un robot : dans une enceinte fermée, il identifie chaque pièce, avant de l’usiner, et de la replacer sur la claie du chariot. Le tout est entièrement capoté, et l’air filtré pour éviter toute poussière dans le bâtiment. Si, à l’issue de l’intervention des machines, une opération d’ébavurage manuelle doit avoir lieu, elle est réalisée sur une table avec aspiration.
Au fond du bâtiment, la toute nouvelle centrale de fluides de coupe approvisionne automatiquement les machines. À proximité, la table d’assemblage des pignons et des arbres du moteur fait pâle figure au milieu de cet univers high tech. « C’est un poste provisoire, s’excuse presque Clément Lioure. Nous sommes à la recherche du poste idéal pour cette opération, avec le service méthodes et les opérateurs, afin de gagner en productivité, et d'optimiser les flux, le tout sans que l’opérateur n’ait de posture contraignante ou de geste répétitif à réaliser. » Une préoccupation omni- présente pour les dirigeants de ces sites qui ne manquent pas d’idées pour les prochaines années, dont celle de se lancer dans la fabrication de motos routières.
FICHE D'IDENTITÉ
Nom : Sherco
Lieu : Nîmes (Gard)
Activité : fabrication de 15 000 motos tout terrain d’enduro ou de trial par an (et le service après-vente)
Effectif : 145 personnes
Chiffres d'affaires : 30 millions d’euros